One of the Key Topics in Determining Press Brake Tonnage: Die Opening, Bending Edge, Bending Radius, and Their Relationship
To understand these concepts, please continue reading this article.
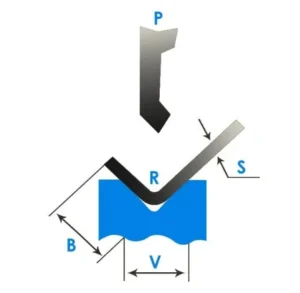
A: Relationship Between Die Opening and Sheet Thickness
Can any die opening be used for a sheet of a specific thickness? The answer is no. The thickness of the sheet restricts the penetration of the sheet’s molecules into a die with a smaller V opening. For example, if you are bending a sheet with a thickness of 2 millimeters, it’s clear that if the die opening is 4 millimeters or less, the sheet will not be able to enter the die.
Usually, the minimum and maximum size of the die opening (V-opening) can be calculated using the following formula:
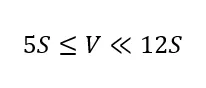
In this formula, VV represents the die opening, and SS is the thickness of the sheet or workpiece. This means that the die opening size should be at least 5 times and at most 12 times the thickness of the sheet for proper bending. This ensures that the material doesn’t become brittle or crack. This range is the permissible selection for the die opening, but the ideal factor for bending sheets is an 8-fold die opening size. That is, the die opening should ideally be 8 times the thickness of the sheet.
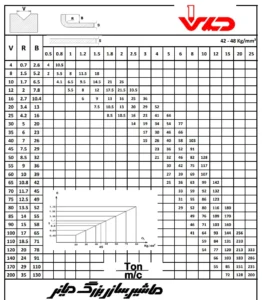
For example, for a steel sheet with a thickness of 5 millimeters, the die opening size (VV) should generally be between 25 and 60 millimeters, with 40 millimeters being the optimal choice. Note that the die opening cannot be 2 times or less than the sheet thickness, as this would prevent the sheet from properly entering the die.
If the die opening size is less than 5 times the sheet thickness, it can lead to the following issues:
- Poor Bending Quality: A low ratio of die opening to sheet thickness can result in improper bending and inconsistencies in bend angles. This means that your bend will lack the required quality, and the bend dimensions may not be uniform along the entire length of the sheet.
- Sheet Fracturing: Under these conditions, the sheet may break or crack easily (a phenomenon often referred to as “sheet freezing”), especially for thicker sheets or materials with specific mechanical properties.
- Increased Required Force: With a lower ratio, the force required for bending increases, which can affect machine performance and worker safety. This also raises the costs associated with machine purchase, maintenance, and repairs. (Refer to the article How to Calculate Press Brake Tonnage and Power for more information.)
- Surface Defects: Bending with a low ratio can lead to surface defects such as wrinkling, discoloration, or damage to the sheet’s coating, or it can mar the sheet’s polished surface, resulting in visible imperfections.
- Need for Precise Adjustments: In this situation, very precise machine adjustments are required to avoid damage, which may increase production time and costs.
On the other hand, if the die opening is more than 12 times the sheet thickness, the following issues may arise:
- Bend Quality: The resulting bends may be of lower quality due to the disproportionate die size, leading to uneven bending and deviations in bend angles. In other words, the bend may not be uniform along the sheet, and it may lack a smooth appearance.
- Safety Concerns: If the sheet is too thin and the die opening is too large, there is an increased risk of fracture and dangerous injuries from flying broken parts during the bending process.
- Tool Damage: An improper match in dimensions may damage the tools and press brake, reducing their lifespan.
- Reduced Precision: Accuracy in measurement and operation decreases, which may require additional adjustments to the final products.
It is clear that a production unit typically has sheets of varying thicknesses that require different die openings. Therefore, the engineers and designers at dayyani grand machine manufacturing have prepared all four sides of the die (matrix) with different die opening sizes to accommodate a wide range of bending operations.
Let’s see what force is required for a 1-meter-long sheet of standard structural steel with a thickness of 2 millimeters (often mistakenly referred to as regular iron).
If we consider the die opening VV to be 8 times the sheet thickness, i.e., 16 millimeters, which is one of the best options, we have:
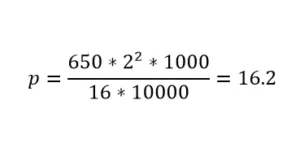
The required force for this bending operation is 16 tons.
Now, if we set the die opening to 4 times the sheet thickness (which is below the minimum recommended ratio of 5 times, making it 8 millimeters), our calculation will be: