Types of Press Brake Punches and Dies
Introduction:
Metals play a very important role in industry and human life today. To optimize the use of metals, various processes are performed to achieve the desired results. One of these processes, widely used in industry, is bending. To create bends in metals, various methods are employed, one of which is the use of a press brake machine. These machines are manufactured in different sizes, types, and capabilities. To perform bending operations with these machines, it is essential to use special tools called punches and dies.
Explanation of Punch and Die:
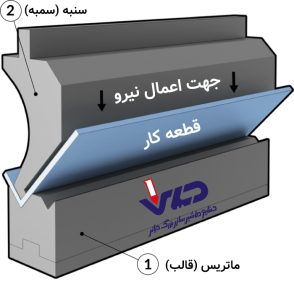
A punch is a tool mounted on the upper jaw of the press brake machine, while the die is a tool placed on the lower part of the machine on the work table. To perform the bending operation, the press brake machine applies force to the jacks, causing the punch to move toward the workpiece fixed on the die. The force required to move and apply pressure to the jaw and punch is supplied by various sources in the press brake, depending on the type of machine. These sources include mechanical, pneumatic, servo electric, and hydraulic motors.
Standards for Press Brake Punch and Die:
Given the wide variety of punches and dies, selecting the appropriate ones can significantly improve the quality and efficiency of metal bending. Using punches and dies of standard sizes in press brakes facilitates and speeds up tool replacement, as minimal adjustments are needed during their exchange. To secure punches and dies in place, a set of clamps is used for the upper jaw parts and for positioning the dies correctly.
Die Segmentation:
Die segmentation in press brakes can facilitate the bending process for workpieces of various sizes. Press brake punches and dies require high precision and quality, especially at the punch tip and die teeth, which directly contact the metal workpiece. Higher quality of these tools can reduce installation time.
Types of Punches and Dies:
Press brake dies are divided into three types: V-shaped, U-shaped, and Z-shaped, with the V-shaped die being the most common. Press brake punches are also categorized into three types: straight punches, gooseneck punches, and acute punches. Press brake dies can further be classified into single V-die, double V-die, and multi V-die types.
Selecting the Right Punch and Die for Bending Operations
Consideration of Workpiece Characteristics
When selecting the punch and die for bending, first carefully examine the mechanical properties and thickness of the metal workpiece. For example, different steels have varying strengths, which require different types of dies.
V-Die Opening Size and Workpiece Radius
During bending, ensure that no excessive force is applied to the workpiece, as this could cause significant damage. The internal radius of the V-die should neither be less nor more than the thickness of the sheet.
Rule of 8
For V-dies, the Rule of 8 serves as a guideline based on the thickness of the material being bent. This rule states that the V-die opening should be at least eight times the thickness of the material.
Minimum Flange Length
Pay attention to the minimum flange length, as the metal sheet must always be in direct contact with the die teeth to ensure accurate bending results.
Material of Punch and Die
The materials used for punches and dies are also crucial. Hardened steel, high-speed steel, and tungsten carbide are high-quality materials used in manufacturing these tools.
Maintenance and Care
To increase the lifespan of punches and dies, proper maintenance and care are essential. Regular lubrication, grinding, and continuous monitoring of tool performance are necessary to prolong their service life.