پایگاه دانش
انتخاب دهانه مناسب v (opening die) برای خم کاری در پرس برک ها
خمش بی کیفیت: کم بودن نسبت دهانه قالب به ضخامت ورق میتواند منجر به خمکاری نامناسب و عدم تطابق در زوایای خم شود.

انتخاب دهانه مناسب v (opening die) برای خم کاری در پرس برک ها
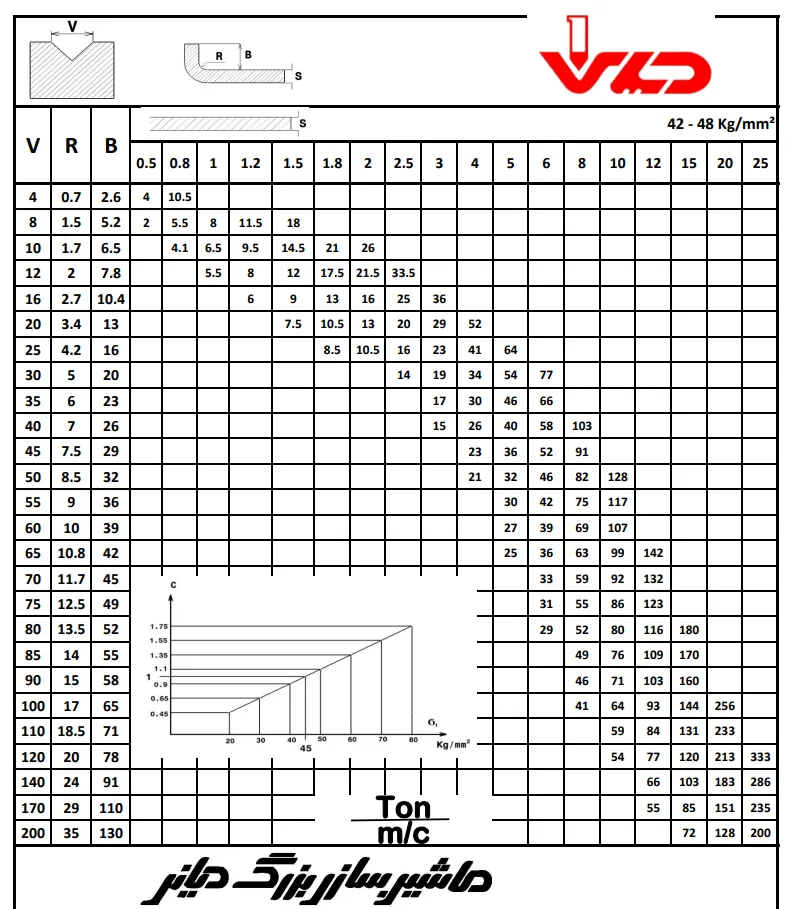
یکی از مباحث مهم در تعیین تناژ پرس برک مقدار دهانه قالب (ماتریس) ، لبه خم، شعاع خم و رابطه بین آنها است. برای آشنایی با این مفاهیم لطفاً در ادامه این مقاله همراه ما باشید. الف: ارتباط بین دهانه قالب با ضخامت ورق آیا میتوان برای یک ورق با ضخامت خاص هر دهانه ای را در نظر گرفت. پاسخ منفی است. زیرا که ضخامت ورق اجازه نفوذ ملکولهای ورق به داخل ماتریس با دهانه V کمتر را نمی دهد. به عنوان مثال اگر شما در حال خم کاری ورق با ضخامت 2 میلیمتر هستید طبیعی است که اگر دهانه ماتریس 4 میلیمتر یا کمتر باشد ورق اجازه ورود به داخل ماتریس را نخواهد یافت. معمولاً برای محاسبه حداقل و حداکثر اندازه دهانه قالب (opening die)، از رابطه زیر استفاده میشود: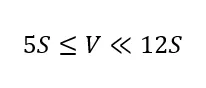 که در این فرمول V دهانه قالب و S ضخامت ورق یا قطعه کار می باشد. به این معنی که اندازه دهانه قالب باید حداقل 5 برابر و حداکثر 12 برابر ضخامت ورق باشد تا خم بهدرستی شکل بگیرد و مواد دچاسر تردی یا شکستگی نشوند. این محدوده مجاز انتخاب دهانه قالب بوده اما ایده آل ترین مقدار دهانه قالب برای خم کاری ورق ها ضریب 8 است. یعنی بهتر است دهانه قالب 8 برابر ضخامت ورق در نظر گرفته شود. بعنوان مثال برای ورق فولادی به ضخامت 5 میلیمتر اندازه دهانه قالب (V) در حالت عادی بهتر است بین 25 تا 60 میلیمتر بوده و اندازه 40 میلیمتر بهینه ترین حالت می باشد. دقت کنید که اندازه دهانه قالب نمیتواند 2 برابر یا کمتر از ضخامت ورق باشد چون اجازه نفوذ ملکولهای ورق به داخل قالب را نخواهد داد.
که در این فرمول V دهانه قالب و S ضخامت ورق یا قطعه کار می باشد. به این معنی که اندازه دهانه قالب باید حداقل 5 برابر و حداکثر 12 برابر ضخامت ورق باشد تا خم بهدرستی شکل بگیرد و مواد دچاسر تردی یا شکستگی نشوند. این محدوده مجاز انتخاب دهانه قالب بوده اما ایده آل ترین مقدار دهانه قالب برای خم کاری ورق ها ضریب 8 است. یعنی بهتر است دهانه قالب 8 برابر ضخامت ورق در نظر گرفته شود. بعنوان مثال برای ورق فولادی به ضخامت 5 میلیمتر اندازه دهانه قالب (V) در حالت عادی بهتر است بین 25 تا 60 میلیمتر بوده و اندازه 40 میلیمتر بهینه ترین حالت می باشد. دقت کنید که اندازه دهانه قالب نمیتواند 2 برابر یا کمتر از ضخامت ورق باشد چون اجازه نفوذ ملکولهای ورق به داخل قالب را نخواهد داد.
 اگر اندازه دهانه قالب کمتر از 5 برابر ضخامت ورق باشد مشکلات زیر را به همراه خواهد داشت
اگر اندازه دهانه قالب کمتر از 5 برابر ضخامت ورق باشد مشکلات زیر را به همراه خواهد داشت
- خمش بی کیفیت: کم بودن نسبت دهانه قالب به ضخامت ورق میتواند منجر به خمکاری نامناسب و عدم تطابق در زوایای خم شود. در این صورت خم شما کیفیت لازم را نخواهد داشت و اندازه خم در سرتاسر طول ورق یکسان نخواهد بود
- شکستگی ورق: در این شرایط، ورق ممکن است (بدلیل معضل به اصطلاح یخ زدگی ورق) به راحتی شکسته یا ترک بخورد، به ویژه برای ورقهای با ضخامتهای بیشتر یا مواد با ویژگیهای مکانیکی خاص.
- افزایش نیروی لازم: با کاهش نسبت، نیروی لازم برای خمکاری افزایش مییابد و این مسأله میتواند بر عملکرد دستگاه و کارگران تأثیر بگذارد و هزینه های مرتبط با خرید و تعمیرات و نگهداری دستگاه را افزایش دهد. (مراجعه کنید به مقاله چگونه مقدار تناژ و قدرت پرس برک را محاسبه کنیم)
- تحریک عیوب سطحی: خمش با نسبت پایین میتواند باعث ایجاد عیوب سطحی مانند چینخوردگی، رنگپریدگی و یا آسیب به پوشش ورق شود یا سطح صیقلی ورق را مخدوش کند و عیوب ظاهری ایجاد نماید.
- نیاز به تنظیمات دقیق: در این حالت، نیاز به تنظیمات بسیار دقیقی در دستگاه وجود دارد تا از آسیب جلوگیری شود و این ممکن است باعث افزایش زمان و هزینه تولید شود.
- عوامل ایمنی: اگر ضخامت ورق بیش از حد نازک باشد و دهانه قالب بیش از حد بزرگ باشد، خطر بروز شکست و آسیبهای خطرناک در حین فرآیند خمکاری حاصل از پرش قسمت شکسته شده افزایش مییابد.
- صدمه به ابزار: در صورت عدم تطابق صحیح اندازهها، ممکن است به ابزارها و دستگاههای پرس برک آسیب برسد و عمر آنها کاهش یابد.
- کاهش دقت: دقت در اندازهگیری و اجرای عملیات کاهش مییابد و ممکن است نیاز به اصلاحات بیشتری در محصولات نهایی داشته باشید.
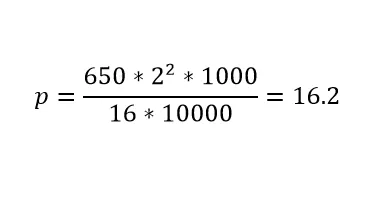 نیروی مورد نیار برای این خمکاری 16 تن می باشد
حال اگر دهانه ماتریس را 4 برابر (کمتر از 5 برابر حداقلی و 8 میلیمتر) در نظر بگیریم محاسبه ما خواهد شد
نیروی مورد نیار برای این خمکاری 16 تن می باشد
حال اگر دهانه ماتریس را 4 برابر (کمتر از 5 برابر حداقلی و 8 میلیمتر) در نظر بگیریم محاسبه ما خواهد شد
 در این مثال نیروی مورد نیاز برای خمکاری 32.5 تن بوده که نسبت به دهانه قبلی شما نیاز به دوبرابر نیروی بیشتر دارید. بدیهی است نیروی بیشتر یعنی جکهای قوی تر یا فشار بیشتر به دستگاه که هردو هزینه بیشتری را به شما تحمیل می کنند.
پس نتیجه میگیریم انتخاب دهانه V مناسب در کیفیت خم و هزینه های شما بسیار موثر می باشد و در خرید پرس برک و سفارش ساخت ماتریس باید آنرا در نظر گرفته باشید.
اگر از ماشین سازی بزرگ دیانی خرید می کنید نگران این موضوع نباشید چون مشاوره های لازم به شما به هنگام خرید داده خواهد شد.
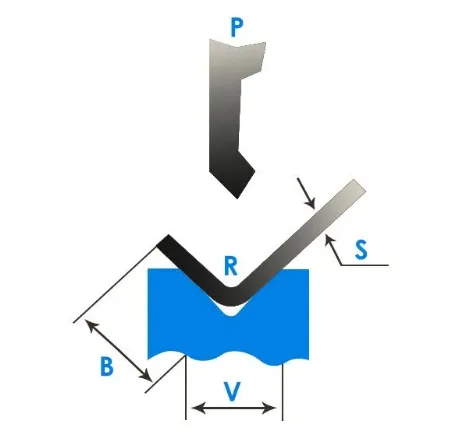
ب: ارتباط بین لبه خم (Bend Radius) و دهانه قالب (opening die)
لبه خم، شعاع یا اندازه ناحیهای است که ورق در آن خم میشود. این لبه باید با توجه به ضخامت ورق انتخاب شود. برای ورقهای نازکتر، لبه خم کوچکتر و برای ورقهای ضخیمتر، لبه خم بزرگتر مناسب است. لبه خم خیلی کوچک میتواند باعث شکستگی ورق و بروز عیوب شود.در خمکاری با پرس برک، رابطه بین لبه خم و دهانه قالب اهمیت زیادی دارد. این رابطه بسته به نوع مواد و ضخامت آنها متغیر است، اما میتوان چند نکته کلی را در نظر گرفت:
در این مثال نیروی مورد نیاز برای خمکاری 32.5 تن بوده که نسبت به دهانه قبلی شما نیاز به دوبرابر نیروی بیشتر دارید. بدیهی است نیروی بیشتر یعنی جکهای قوی تر یا فشار بیشتر به دستگاه که هردو هزینه بیشتری را به شما تحمیل می کنند.
پس نتیجه میگیریم انتخاب دهانه V مناسب در کیفیت خم و هزینه های شما بسیار موثر می باشد و در خرید پرس برک و سفارش ساخت ماتریس باید آنرا در نظر گرفته باشید.
اگر از ماشین سازی بزرگ دیانی خرید می کنید نگران این موضوع نباشید چون مشاوره های لازم به شما به هنگام خرید داده خواهد شد.
ب: ارتباط بین لبه خم (Bend Radius) و دهانه قالب (opening die)
لبه خم، شعاع یا اندازه ناحیهای است که ورق در آن خم میشود. این لبه باید با توجه به ضخامت ورق انتخاب شود. برای ورقهای نازکتر، لبه خم کوچکتر و برای ورقهای ضخیمتر، لبه خم بزرگتر مناسب است. لبه خم خیلی کوچک میتواند باعث شکستگی ورق و بروز عیوب شود.در خمکاری با پرس برک، رابطه بین لبه خم و دهانه قالب اهمیت زیادی دارد. این رابطه بسته به نوع مواد و ضخامت آنها متغیر است، اما میتوان چند نکته کلی را در نظر گرفت:
- زاویه خم: زاویه خم بر روی اندازه و شکل لبه خم تأثیر میگذارد. بهطور کلی، زاویهی بزرگتر میتواند به شکلگیری لبهی تیزتری منجر شود.
- دهانه قالب: دهانه قالب (opening die) باید بهگونهای طراحی شود که فضای کافی برای شکلگیری لبه خم را فراهم کند. اندازه دهانه معمولاً بسته به ضخامت ورق و زاویه خم متفاوت است که در بالا کامل تشریح کرده ایم.
- عمق خم: عمق خم نیز بر لبه خم و دهانه قالب تأثیر میگذارد. هرچه عمق خم بیشتر باشد، لبه خم مستعد تغییر شکل و تغییر اندازه خواهد بود.
- کشش و فشردگی: در حین خمکاری، مواد ممکن است به سمت لبه خم کشیده یا فشرده شوند که این موضوع بر کیفیت و دقت خم تأثیر میگذارد.
- تناسب اندازه: بهطور کلی، برای ضخامتهای مختلف ورق، نسبت مشخصی برای اندازه دهانه قالب به اندازه لبه خم و شعاع خم وجود دارد. به عنوان مثال، برای ضخامتهای کمتر، دهانه قالب معمولاً نزدیک به 6 برابر ضخامت ورق است.
- کیفیت خم: کیفیت نهایی خم به این رابطه بستگی دارد. اگر لبه خم بهدرستی تعیین نشود و نسبتها رعایت نشود، ممکن است خمها شکننده یا دچار عیوبی مانند ترکخوردگی شوند.